技术支持
09MnNiD钢锻件低温冲击
更新时间 2021-04-27 13:03 阅读
沧州信益专业生产销售09MnNiD钢材质法兰和管件。
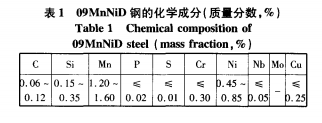
一、09MnNiD 钢 是 在 碳 锰 钢 的 基 础 上 添 加 了 0.45% ~0.85%的镍元素 ,从而改善钢 的低温 冲 击韧性 ,使钢在 一45一一70℃低温范围内仍保持 较高的强度和低温韧性。因此 ,在低温承压设备 零件中得到了广泛应用。
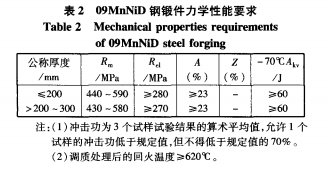
二、热处理是锻件生产过程中不可缺少 的关键工 序,合理正确的热处理可以赋予锻件优 良的综合 力学性能 ,保证产品在服役条件下的安全可靠性。 在 09MnNiD钢锻件的生产过程 中,部分产 品的性 能热处理需要进行外委处理 。回厂的锻件在力学 性能测试过程 中,有时会出现低温冲击吸收功低 于标准规定值 ,且其数值波动幅度很大,产品的低 温冲击韧性不合格 ,影响了产品及时交货。 我们对调质处理 后的 09MnNiD钢锻件力学 性能测试结果进行 了统计 ,对一些低 于标准规定 值 的低 温 冲击 功进 行 了初 步分 析,提 出 了提高 09MnNiD钢锻件低温冲击韧性的措施 。
三、与正火 +高温 回火相 比,淬火 +高温回火 的 调质处理可以使锻件获得更加优 质的强韧性 ,特 别是低温冲击韧性有较大的提高。 09MnNiD钢锻件调 质处理 的淬 火温度宜采 用上限值(930~C~940~C)。淬火温度高些 ,合金 元素在奥氏体中固溶的更充分 ,奥氏体也更均匀 , 相对可以提高奥氏体的稳定性。淬火冷却介质选 用 自来水。为了提高淬火 的冷却效果 ,在淬火 时 水温应低于 30~C,并 且保持 冷却水 的循 环和搅 拌。工件在水 中冷却需要不断地窜动 。冷却出水 时的表面终冷温度应低些 ,保证工件心部的组 织 转变更加充分 。
四、为 生 产 出 优 质 的 09MnNiD钢锻件 ,应加强以下工序的质量控制 :
(1)提高锻件用钢 的纯净 度 ,减少钢 中非金 属夹杂物 ,严格 控制钢中 P、S、Sn、Sb、As等有害 元素的含量 。
(2)钢坯在锻造 时要有 足够的锻造 比,充分 压实压透内部金属 ,打碎钢中的树枝 晶组织和非 金属夹杂物 ,并且 改善其分布形态。增加锻件 内 部金属的致密度 ,减少锻件的内部缺陷。
(3)09MnNiD钢锻件锻后应在 A。一A。,温度 之间进行临界间热处理 ,改变锻件用钢 的晶粒大 小 、组织形态 、第二相大小及分布 ,提高锻件经过 调质 处理后 的塑韧性 和 冷脆 抗力 。
(4)工件在调质淬火升温加热通过 A。~A 温度区间时 ,需按热处理炉的最大功率快速加热 , 增加钢在相变时的过热度 ,提高奥氏体 的形核率 , 达到细化奥氏体晶粒的 目的。
(5)淬火冷却水槽 要有足够 的容量 ,并且需 要配备强烈搅拌和冷却水的循环系统。当工件淬 火出炉后 ,把工件迅速淬入水中进行充分冷却 ,使 锻件 的组织进行充分转变 ,使淬火转变产物更加 细小均匀 。
(6)工件淬火后及时装炉 回火。09MnNiD钢 锻件 的回火温度在 670~690~C之间 ,回火保 温时 间按 (1.8~2.2)min/mm计算 确定。回火保温出 炉后采取空冷 。 参
一、09MnNiD 钢 是 在 碳 锰 钢 的 基 础 上 添 加 了 0.45% ~0.85%的镍元素 ,从而改善钢 的低温 冲 击韧性 ,使钢在 一45一一70℃低温范围内仍保持 较高的强度和低温韧性。因此 ,在低温承压设备 零件中得到了广泛应用。
二、热处理是锻件生产过程中不可缺少 的关键工 序,合理正确的热处理可以赋予锻件优 良的综合 力学性能 ,保证产品在服役条件下的安全可靠性。 在 09MnNiD钢锻件的生产过程 中,部分产 品的性 能热处理需要进行外委处理 。回厂的锻件在力学 性能测试过程 中,有时会出现低温冲击吸收功低 于标准规定值 ,且其数值波动幅度很大,产品的低 温冲击韧性不合格 ,影响了产品及时交货。 我们对调质处理 后的 09MnNiD钢锻件力学 性能测试结果进行 了统计 ,对一些低 于标准规定 值 的低 温 冲击 功进 行 了初 步分 析,提 出 了提高 09MnNiD钢锻件低温冲击韧性的措施 。
三、与正火 +高温 回火相 比,淬火 +高温回火 的 调质处理可以使锻件获得更加优 质的强韧性 ,特 别是低温冲击韧性有较大的提高。 09MnNiD钢锻件调 质处理 的淬 火温度宜采 用上限值(930~C~940~C)。淬火温度高些 ,合金 元素在奥氏体中固溶的更充分 ,奥氏体也更均匀 , 相对可以提高奥氏体的稳定性。淬火冷却介质选 用 自来水。为了提高淬火 的冷却效果 ,在淬火 时 水温应低于 30~C,并 且保持 冷却水 的循 环和搅 拌。工件在水 中冷却需要不断地窜动 。冷却出水 时的表面终冷温度应低些 ,保证工件心部的组 织 转变更加充分 。
四、为 生 产 出 优 质 的 09MnNiD钢锻件 ,应加强以下工序的质量控制 :
(1)提高锻件用钢 的纯净 度 ,减少钢 中非金 属夹杂物 ,严格 控制钢中 P、S、Sn、Sb、As等有害 元素的含量 。
(2)钢坯在锻造 时要有 足够的锻造 比,充分 压实压透内部金属 ,打碎钢中的树枝 晶组织和非 金属夹杂物 ,并且 改善其分布形态。增加锻件 内 部金属的致密度 ,减少锻件的内部缺陷。
(3)09MnNiD钢锻件锻后应在 A。一A。,温度 之间进行临界间热处理 ,改变锻件用钢 的晶粒大 小 、组织形态 、第二相大小及分布 ,提高锻件经过 调质 处理后 的塑韧性 和 冷脆 抗力 。
(4)工件在调质淬火升温加热通过 A。~A 温度区间时 ,需按热处理炉的最大功率快速加热 , 增加钢在相变时的过热度 ,提高奥氏体 的形核率 , 达到细化奥氏体晶粒的 目的。
(5)淬火冷却水槽 要有足够 的容量 ,并且需 要配备强烈搅拌和冷却水的循环系统。当工件淬 火出炉后 ,把工件迅速淬入水中进行充分冷却 ,使 锻件 的组织进行充分转变 ,使淬火转变产物更加 细小均匀 。
(6)工件淬火后及时装炉 回火。09MnNiD钢 锻件 的回火温度在 670~690~C之间 ,回火保 温时 间按 (1.8~2.2)min/mm计算 确定。回火保温出 炉后采取空冷 。 参
- 上一篇:法兰的密封面介绍及对照
- 下一篇:WB36材质法兰的焊接

