法兰制造流程


-
弯头是各种管道、管线中常用的一种元件, 被广泛应用于石油、天然气、煤气、化工原料、 水及某些固体物料等的输送管道中。在管道系 统所使用的全部管件中,弯头所占比例最大,约 为80%。不同材料、壁厚的弯头选用成形工艺 各异,金属弯头常用的成形工艺有推制、冲压、 挤压等。其中,推制成型是弯头成型中最常用 的方法。它采用专用弯头推制机、弯头成型芯 棒和加热装置(有些材料不需要加热),使套在 模具上的坯料管在推制机的推动下向前运动, 在运动中被加热(视材料而定)、扩径并弯曲成 形的过程。在弯头成型过程中,弯头成型芯棒是不可缺少的弯头成型模具。目前的弯头推制 工艺要求在公称直径和曲率半径相同的情况下, 壁厚不同就必须使用不同外径尺寸的弯头成型 芯棒。在生产过程中,根据弯头壁厚、规格需 频繁更换弯头成型芯棒.生产效率较低且模具 数量较大、成本较高。本文采用一种新型的成 型方法以解决弯头推制成型时存在的问题。
一、成型过程 弯头成型包括以下步骤: (1)选择定型段外径大于成品弯头内径芯棒,其中定形段的外径=成品弯头外径一2×(0.5 一1倍成品弯头壁厚)。
(2)选择与成品弯头的体积、壁厚相同的 管坯料。
(3)用芯棒对管坯进行推制.得到外径大 于等于成品弯头外径,壁厚与成品弯头壁厚相 同的半成品弯头。
(4)选择模腔尺寸与成品弯头尺寸相同的 弯头成型模具,包括上模与下模。
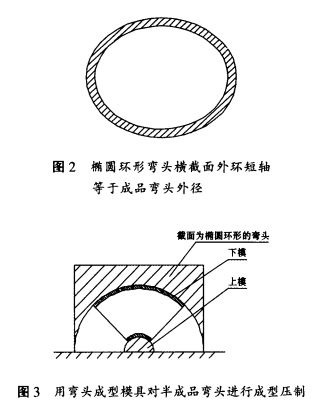
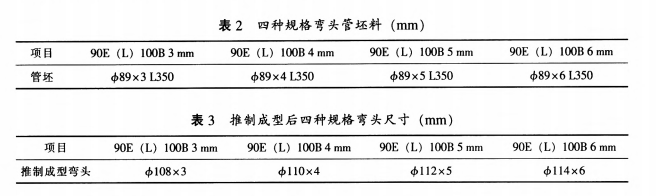
(5)将外径大于成品弯头的半成品弯头平 放,沿垂直于半成品弯头曲率半径方向将半成 品弯头压制成截面为椭圆环形的弯头.如图1 所示,椭圆环的外环短轴等于成品弯头的外径, 如图2所示。然后将椭圆环形弯头置于弯头成 型模具的下模上。利用弯头成型模具的上模对 截面为椭圆环形的弯头进行成型压制.如图3 所示。如果半成品弯头的外径等于成品弯头外 径时,将半成品弯头置于弯头成型模具的下模 上,利用弯头成型模具的上模对半成品弯头进行成型压制,如图3所示。
(6)脱模后切除两端多余部分,得到成品 弯头。
制造外径相同。壁厚不同的四种规 格钛弯头,采用传统推制成型方法和上述成型 方法所用成型模具的比较。对于以上四种规格的弯头, 采用传统弯头成型工艺需要四种弯头成型芯棒, 采用上述弯头成型方法只需一种规格弯头成型 芯棒(见图4)及配套弯头成型模。而在实际生 产中.外径相同的弯头,壁厚尺寸不仅限于以 上四种。采用传统方法,芯棒不能通用,对于外径相同。壁厚不同的弯头,需配置不同规格 的弯头芯棒,故其数量将会非常庞大;采用上 述方法将会使弯头芯棒数量大大减少,即降低 了成本.又节约了更换弯头芯棒的时间,提高 了生产效率。利用上述成型方法制造上述四种规格的钛弯头,符合HG/T3651—1999标准的四种规格的 钛弯头,其所用管坯料见表2。 使用外径为4,102 nllll的芯棒,采用推制方 法生产表2所列四种规格的弯头(见图5)。
将以上推制成型弯头平放,沿垂直于弯头 曲率半径方向将其压制成截面为椭圆环形的弯 头,椭圆环的外环短轴为108 rltlnl,其中咖108 ITInl×3 mlrl弯头可不用压制。将截面为椭圆环形 的弯头置于弯头成型模具(见图6)的下模上, 利用弯头成型模具的上模对截面为椭圆环形的 弯头进行成型压制、整型。脱模后切除两端多 余部分,得90E(L)100B 3 mm、90E(L)100B 4 mm、90E(L)100B 5 mm、90E(L)100B 6 mill四 种规格的成品弯头。 根据HG/r365l一1999标准对四种成品弯头 的外观及尺寸进行检验.结果见表4。表4中弯 头的最终尺寸检测结果符合HG/T365l一1999标准,且壁厚均匀,外观无裂纹、褶皱、分层、 结疤等缺陷(见图7)。

采用该方法可以在不更换芯棒的条件下制 造公称直径和曲率半径相同、壁厚不同的弯头. 解决了现有生产过程中需要根据弯头壁厚、规 格频繁更换芯棒,生产效率较低且模具数量较 大、成本较高的缺点。不仅能够成倍减少推制 弯头成型芯棒的数量,降低制造成本.而且通 过弯头成型模具的二次成型,使弯头形位公差 更易控制,在保证弯头质量的同时极大地提高 模具利用率及生产效率。











